2022-08-09五金拉伸件加工拉伸件的選用和設計問題
五金拉伸件加工拉伸件的制造盡量選用標準模架,而標準模架的型式和規格就決定了上、下模座的型式和規格。如果需要自行設計模座,則圓形模座的直徑應比凹模板直徑大30~7......
了解詳情

五金拉伸件加工拉伸件的制造盡量選用標準模架,而標準模架的型式和規格就決定了上、下模座的型式和規格。如果需要自行設計模座,則圓形模座的直徑應比凹模板直徑大30~7......
了解詳情
拉伸件是一種機械加工工藝,利用模具將切割后獲得的某種形狀的平板坯料沖壓成各種開口中空零件,或減少開口中空坯料的直徑,增加高度。...
了解詳情
影響拉伸系數m的因素很多,包括拉伸件的特性,材料的相對厚度,拉伸方法(帶或不帶毛坯支架),拉伸時間,拉伸速度,沖頭半徑和模具,潤滑等。另外,在拉伸件的生產過程中......
了解詳情
隨著科技與社會的發展,以前常用的微小型孔的加工方法已逐漸被沖壓加工方法所取代,通過使凸模牢固穩定,提高凸模強度,防止凸模斷裂以及改變坯料在沖孔時的受力狀態等。...
了解詳情
拉伸件指用模具沖壓成所需形狀,利用拉延技術可以制造出圓柱形、臺階形、圓錐形、球形、盒形等不規則形狀的薄壁零件。配合翻邊、脹形、擴口、縮口等其他沖壓工藝。并且還可......
了解詳情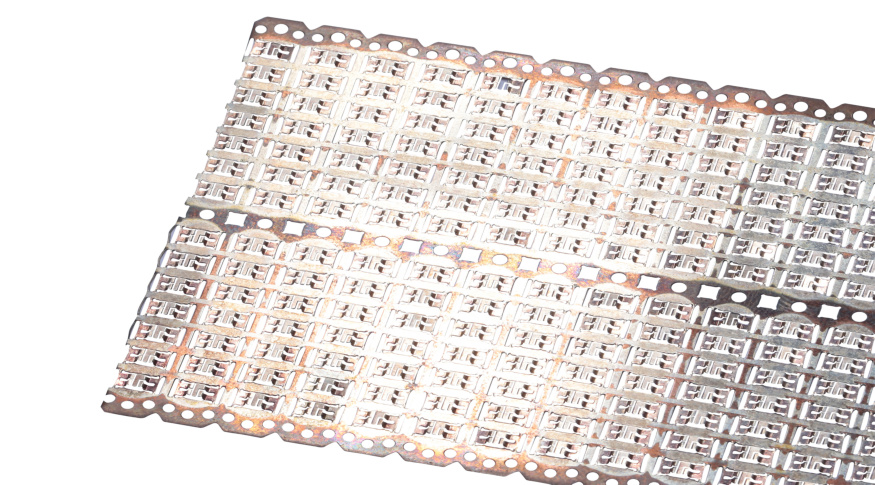
五金拉伸件加工拉伸件的制造盡量選用標準模架,而標準模架的型式和規格就決定了上、下模座的型式和規格。如果需要自行設計模座,則圓形模座的直徑應比凹模板直徑大30~7......
了解詳情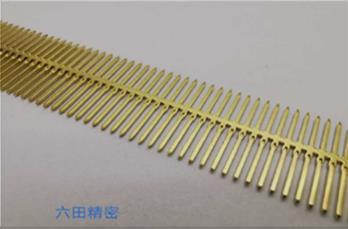
五金沖壓拉伸件生產過程中難免會產生多種產品質量問題,毛刺便是在其中的一種,多造成于沖壓件加工的冷沖壓工藝流程。因造成毛刺的原因各有不同,且沖壓件廠家必須對癥下藥......
了解詳情
五金拉伸件不到位,會造成修邊模、削邊模及反邊模等工藝流程件不過關。因而,這時必須用修邊模的上模替代五金拉伸件的工裝夾具,針對不符合部分不必碾磨削邊模,反而是調整......
了解詳情
五金拉伸件是一個離大家日常生活很近的一個生活用品的零配件,乃至有的情況下設備上面有它,我們都不清楚,起先與普通百姓日常有關的沖壓件,廚具設備日用沖壓件,他關鍵就......
了解詳情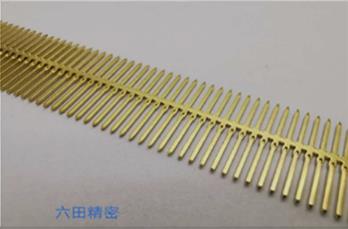
五金拉伸件事先形變熱處理方法是運用形變效果遺傳的另一種方式,為將具備均衡(淬火、正火)組織或時效處理情況的鋼,于室溫度或零下進行冷形變可與冷拉伸、熱軋、冷拉等成......
了解詳情側刃定位是沖壓模具上節距定位的一種,為使材料送料準確,,保證材料的送料步距,因采用側刃定位尺寸穩定,且操作安全方便,固常使用,而其缺點是比較廢料,磨損之后影響精......
了解詳情需要通過多次淺拉伸才能成型。每次拉伸件的精度都十分重要,決定了成型后的產品精度。且每次拉伸的高度,拉深痕跡控制非常考驗工程師的設計經驗。拉伸電機殼不同其他加工,......
了解詳情在選材時要盡量選擇質地均勻的板材,在采購時尤其要注意,選擇專業生產這些材料的廠家。技術更專業,生產設備等也更完善,技術服務也更好一些。要詳細了解廠家的詳細情況,......
了解詳情
我們要對拉延模定期的查驗維護,讓其保持穩定來降低出現凸凹。一般是用樣品檢測壓邊圈和加工面來確保沒有問題。...
了解詳情
在設計料帶前,一定要了解零件的公差要求,材料性能、沖床噸位、沖床臺面、SPM(每分鐘沖次)、送料方向、送料高度、模厚要求、材料利用率、模具使用壽命。...
了解詳情
六田五金沖壓廠

東莞六田精密五金沖壓件加工廠
全國服務熱線:139-2297-9180
E-Mail: jimmy@fcejmdg.com
公司地址:廣東省東莞大嶺山鎮水朗村擁軍路歐旻工業園A區6棟104室
ICP備案:粵ICP備2022064036號